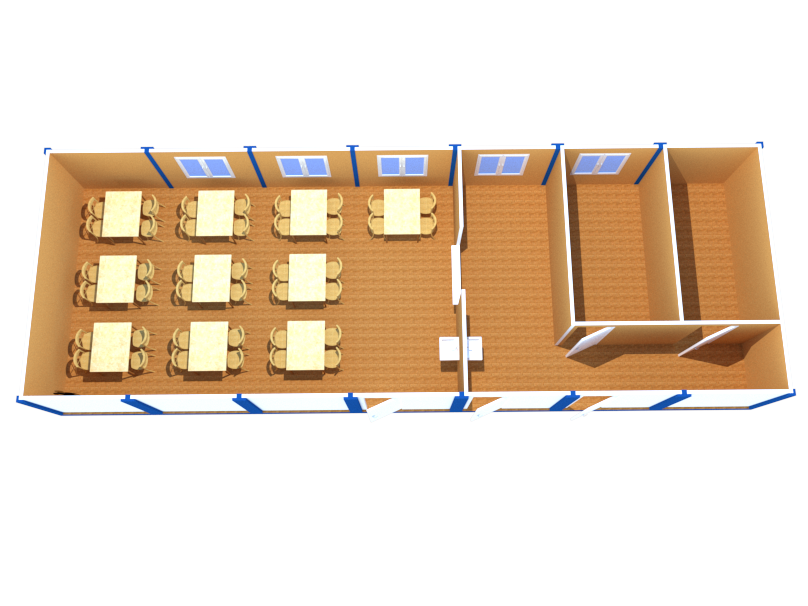
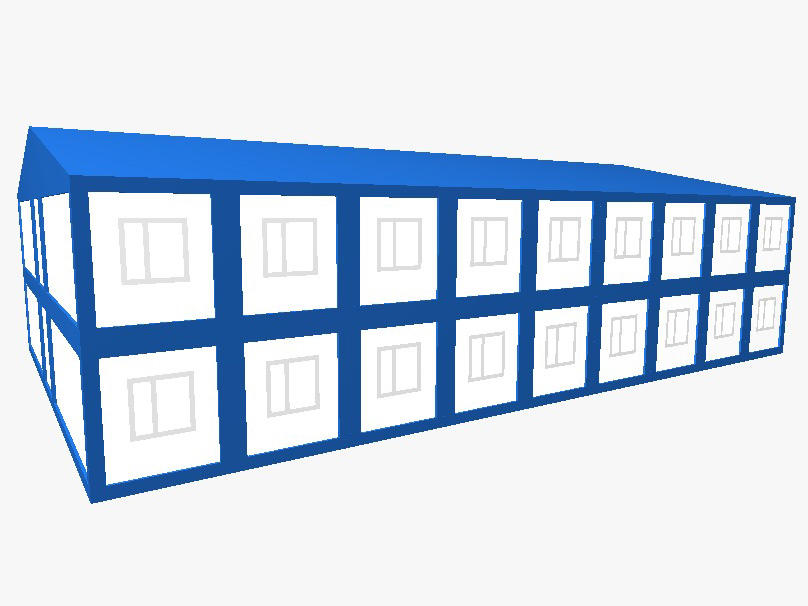
В наших модульных блоках нового типа используется не традиционные сендвич-панели, а специфические стеновые элементы, лицевая сторона которых отделана профнастилом с особой формой поперечного сечения. Профиль такого листа специально подобран, чтобы иметь минимальную высоту волны, но при этом обладать достаточной жесткостью: иначе он будет очень восприимчив к внешнему физическому воздействию.
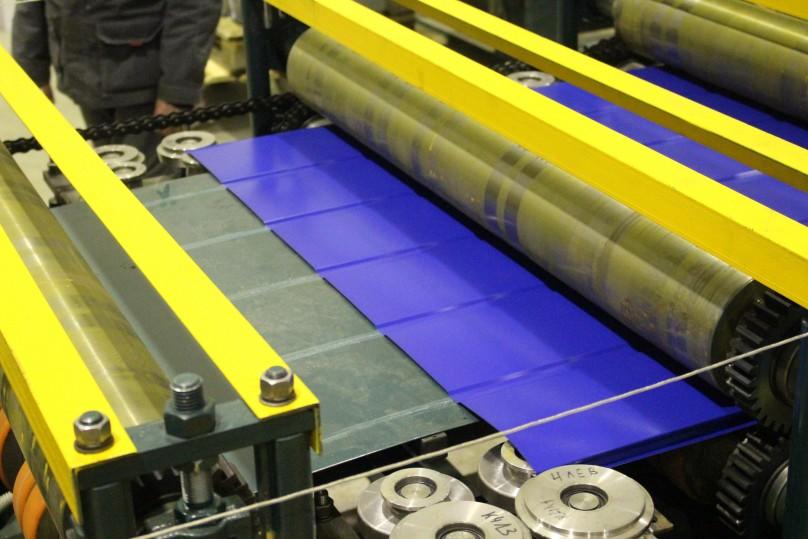
Для изготовления такого профильного листа мы специально приобрели прокатный стан, работу которого и хотим продемонстрировать.
Тонкий лист, который станет будущим профнастилом, хранится в бухтах и закрепляется перед станом на разматывателе.

В начале процесса работы лист подается во вход рабочей зоны стана.

Так выглядит входная зона станка перед стартом работы.

Специальный валик детектирует наличие листа в рабочей зоне.

Лист автоматически центрируется для обеспечения прямолинейной подачи, после чего оператор запускает процесс прокатки.

Профиль будущего профнастила задается с помощью вальцов, которые парами расположены в так называемых клетях.

Всего станок имеет 13 рабочих клетей.

Ролики закаленные, от качества из профиля будет зависеть точность геометрии листа.

Вальцы приводятся в движение цепью.

Двигатель и редуктор установлены на раме сверху для сокращения длины приводной цепи.

Лист попадает в рабочую зону первых вальцов и процесс начинается.

Здесь уже видны первые деформации листа.

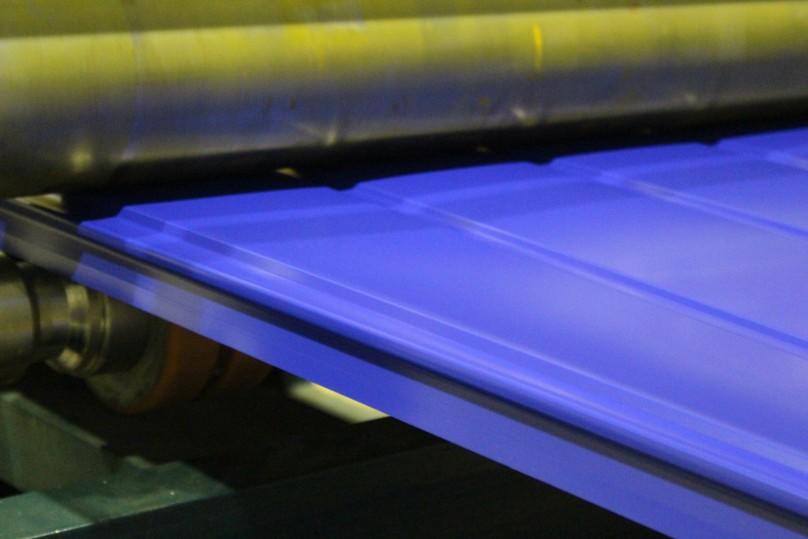
По мере движения по стану лист будет все отчетливей приобретать требуемую геометрию поперечного сечения.

Важно обеспечить точный переход листа с одних вальцев на другие, иначе его торец будет сильно поврежден.

Здесь хорошо видно, что высота волны получаемого профлиста достаточно мала, а ширина - велика.

Специальные вертикально расположенные валики контролируют качество боковой отбортовки листа.

Здесь видно, как валик поджимает боковую кромку листа.
Обратите внимание на сложность торцевой отбортовки с одной из сторон. Заметим, что отбортовка с каждой из сторон разная.
В основании стана - рама из швеллера с достаточно большой высотой сенения, за счет чего станок имеет очень высокую жесткость.

Операторы станка вручную принимают готовый лист, выходящий из последней клети.

Качество получаемой геометрии листа достаточное высокое.