



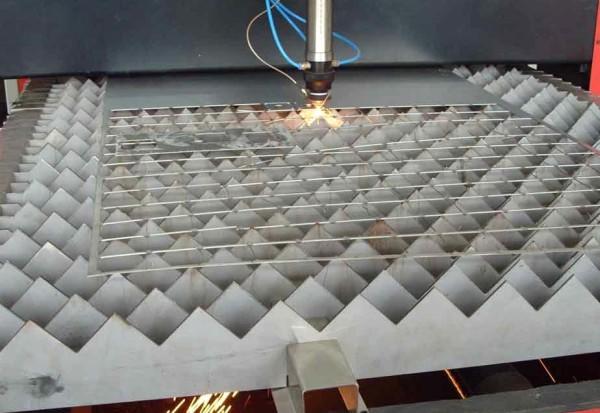
Рабочим элементом, разделяющим материал при лазерной резке, выступает сфокусированный луч. Принцип действия схож с технологией плазменной резки: луч нагревает материал до температуры плавления, и затем расплав выводится из зоны рези струей газа под высоким давлением. Возможен и другой вариант удаления отходов реза, если применяется технология сублимационной лазерной резки металла. В этом случае материал просто испаряется под воздействием импульса. В силу дороговизны такой вариант резки не очень популярен.
Преимущества
Лазерная резка металла обычно применяется в тех случаях, когда недостатки и ограничения плазменной становятся критичными при изготовлении определенной детали и поэтому по сравнению с последней имеют ряд преимуществ.
-
Меньшая конусность, менее 1°
Технология дает существенно меньшую конусность по сравнению с ее плазменным собратом, что обеспечивает более точные значения по перпендикулярности кромок. При использовании штатных режимов работы, удается добиться, гладких и прямолинейных кромок реза у листов толщиной до 4 мм, а у листов большей толщины кромки имеют некоторые отклонения со скосом всего 0,5°.
-
Меньшее термическое воздействие
Лазерный луч сильно сфокусирован и оказывает воздействие на металл в узкой области реза, что практически полностью исключает появление в детали остаточных термических деформаций.
-
Отсутствие окалины
Данная технология практически не оставляет окалины на кромках листа, что делает ненужной последующую обработку торцов и позволяет немедленно передавать заготовку на выполнение следующей технологической операции.
-
Малая ширина реза
В отличие от плазменного источника, лазер дает постоянную и весьма малую ширину реза, не превышающую 0,4 мм, для любой толщины металла. В свою очередь, фокусировка луча повышает и точность резки, которая составляет, как правило, ±0,05 мм.
-
Больше возможностей при прожиге отверстий
Минимальный диаметр отверстий примерно равен толщине металла при непрерывном режиме резания. Если же применяется импульсный режим, то станок способен прожигать отверстия, диаметр которых в 3 раза меньше толщины материала. Диаметры отверстий, вырезанных лазерным лучом, имеют в нижней части несколько больший диаметр, чем в верхней, но остаются круглыми и хорошего качества.
-
Высокая производительность
При малых толщинах листа (до 6 мм) скорость лазерной резки выше чем для плазмы. Однако, стоит отметить, что скорость реза существенно падает при увеличении толщины материала.
Ограничения
На первый взгляд может показаться, что лазерная резка куда более предпочтительней плазменной, однако это не так и она так же имеет свои недостатки.
Во-первых, стоимость оборудования значительно выше, что, разумеется, делает операции на нем отнюдь не дешевыми.
Во-вторых, лазер эффективен только для листов малой толщины - до 6 мм, реже до 20 мм. И не только потому, что скорость реза значительно падает при увеличении толщины листа. В дополнение к этому существенно увеличиваются расход электроэнергии и газа, что сильно удорожает процесс.
И в-третьих, оборудование значительно более сложное, поэтому требует постоянного и квалифицированного обслуживания.
Стоимость
цена указана в рублях за метр реза
Конструкционная сталь
| Толщина материала, мм | Длина реза до 100 м | От 100 до 500 м | Свыше 500 м |
| 0,8 | 42 | 30 | 25 |
|---|---|---|---|
| 1 | 47 | 31 | 26 |
| 1,5 | 50 | 36 | 30 |
| 2 | 52 | 42 | 35 |
| 2,5 | 57 | 49 | 43 |
| 3 | 67 | 56 | 50 |
| 4 | 77 | 65 | 56 |
| 5 | 92 | 76 | 66 |
| 6 | 112 | 92 | 75 |
| 8 | 162 | 117 | 95 |
| 10 | 207 | 182 | 134 |
| 12 | 255 | 212 | 168 |
| 16 | 460 | 340 | 310 |
| 20 | 560 | 505 | 460 |
Нержавеющая сталь
| Толщина материала, мм | Длина реза до 100 м | От 100 до 500 м | Свыше 500 м |
| 0,8 | 60 | 48 | 40 |
|---|---|---|---|
| 1 | 60 | 53 | 44 |
| 1,5 | 98 | 68 | 52 |
| 2 | 125 | 88 | 75 |
| 3 | 165 | 135 | 95 |
| 4 | 220 | 165 | 125 |
| 5 | 320 | 220 | 155 |
| 6 | 420 | 310 | 230 |
| 8 | 620 | 460 | 360 |
| 10 | 760 | 610 | 460 |
В зависимости от вида резки может накладывается коэффициент сложности, повышающий стоимость работы от 1,1 до 1,5 раза.